-
Thông tin E-mail
shouwang6368@126.com
-
Điện thoại
18051034886
-
Địa chỉ
Số 19 đường Sơn Đông, Đoàn Khu phát triển kinh tế Lishui, Nam Kinh
Danh mục sản phẩm
Nam Kinh Shouwang Máy móc và Thiết bị Công ty TNHH



Băng tải bột
Có thể đàm phánCập nhật vào01/05
- Mô hình
- Thiên nhiên của nhà sản xuất
- Nhà sản xuất
- Danh mục sản phẩm
- Nơi xuất xứ
Tổng quan
Nguyên lý làm việc của băng tải bột: Khi quạt hút không khí từ bể thu bột, làm cho áp suất âm mạnh mẽ được tạo ra trong bể, bột bên trong túi bột được hút vào bể thu bột thông qua ống hút bột cùng với không khí, bộ lọc bên trong bể thu bột sẽ ngăn chặn hiệu quả bụi và các hạt nhỏ được rút ra với không khí.
Chi tiết sản phẩm
Băng tải bộtNguyên tắc làm việc
Khi quạt hút không khí từ bể thu bột, làm cho áp suất âm mạnh hơn trong bể, bột bên trong túi bột được hút vào bể thu bột thông qua ống hút bột với không khí, bộ lọc trong bể thu bột sẽ ngăn chặn hiệu quả bụi và các hạt nhỏ được rút ra với không khí; Trong quá trình này, bể chứa áp suất bên cạnh bể chứa bột chứa đầy không khí áp suất nhất định. Khi vật liệu hấp thụ kết thúc, không khí trong bể chứa áp suất sẽ được giải phóng xung ngay lập tức, thổi ngược bộ lọc, thổi vật liệu hấp thụ vào phần tử lọc, để phần tử lọc có thể duy trì diện tích lọc bình thường và không ảnh hưởng đến sản lượng.
Khi hệ thống bắt đầu hoạt động, bộ nạp dưới bể thu bột bắt đầu hoạt động. Hệ thống cấp liệu trung tâm liên tục thả vật liệu bột. Để ngăn chặn sự tích tụ bột trong bể không dễ dàng rơi, bộ dao động tần số cao được lắp đặt bên dưới bể, có thể đảm bảo bột rơi trơn tru; Nếu khối lượng vận chuyển bột không cao, nó có thể áp dụng phương pháp thả vật liệu liên tục, sử dụng máy bay phản lực khí để tạo thành áp suất âm. Khi thùng bột được hút đầy vật liệu, thông qua kiểm soát mức vật liệu của máy đo mức vật liệu, nó sẽ tự động dừng hút vật liệu, mở cửa không khí thổi ngược, van xả khí nén mở và xả vật liệu. Sau đó, nó được kiểm soát bởi máy đo mức vật liệu ở đầu dưới của cổng xả. Khi mức vật liệu thấp hơn mức vật liệu, van cổng xả thời gian đóng lại và bắt đầu hút lại. Quá trình thả liên tục hoặc liên tục trên có thể được thiết lập bởi PLC và điều khiển tự động.
Băng tải bột là một hệ thống tích hợp các yếu tố toàn diện như lọc, thổi ngược, xả và kiểm soát thân van bằng cách hút chân không để đạt được mục đích vận chuyển bột. Hệ thống chủ yếu được sử dụng để vận chuyển vật liệu bột, hạt, hỗn hợp hạt bột và các vật liệu khác; Hệ thống có thể tự động vận chuyển tất cả các loại vật liệu vào phễu của máy đóng gói, máy ép phun, máy nghiền và các thiết bị khác. Nó cũng có thể trực tiếp vận chuyển vật liệu hỗn hợp vào máy trộn và tất cả các loại bể phản ứng hỗn hợp. Nó giải quyết vấn đề bụi khi cho ăn, giảm cường độ lao động của công nhân. Nó là hệ thống lựa chọn vận chuyển bột.

Mô tả chương trình điều khiển hoạt động của máy cho ăn
(1) Nhập I1 đóng (bật nguồn),
Đầu tiên mở van xả máy nạp Q3 trì hoãn sau đó chuyển sang bước tiếp theo;
B5-05=giá trị thông số Kd, (cài 2)
Động tác hút nguyên liệu:
Thời gian hút=thời gian cho ăn+thời gian trống;
TH trong thời gian tính giờ: cho ăn Q1, hấp thụ Q2 mở cùng một lúc, B004 trì hoãn thời gian để cho ăn Q1 ngắt kết nối, bắt đầu Q4 (trống) nhấp nháy tiếp tục cho đến khi hấp thụ Q2 dừng, B001TH hấp thụ thời gian tính giờ để chuyển sang xả.
Hành động phóng nguyên liệu:
Trong thời gian TL: Chuyển sang xả Q3 mở trong khi hành động nhấp nháy Q4 (thổi ngược), rung cùng một lúc.
BOO1TL Thời gian xả đến, chuyển sang hút
(3) Ngắt kết nối I1 đầu vào (Tắt máy)
Kích hoạt xả van xả ngay lập tức (hộp mực lọc thổi ngược đồng thời) và ngừng hoạt động sau khi trì hoãn.
Khi thiết bị được cấu hình với cảm biến mức vật liệu cao và thấp, thiết bị hoạt động như sau:
(4) Khi mức vật liệu cao kích hoạt hành động, kích hoạt xả van xả ngay lập tức, dừng chờ sau khi trì hoãn.
(5) Khi hành động vật liệu thấp được kích hoạt, thực hiện chương trình chạy thứ hai
Lưu ý: Cài đặt thời gian tham số không chính xác có thể dẫn đến bộ nạp chân không bị chặn hoặc không đủ lượng vận chuyển, thậm chí làm hỏng bộ nạp chân không khi nghiêm trọng
Vui lòng điều chỉnh các thông số dưới sự hướng dẫn của nhân viên chuyên nghiệp hoặc gọi cho nhà sản xuất để được hỗ trợ kỹ thuật.
Thông số cụ thể:
|
Dự án/Mô hình |
Mô hình SWP180
|
Mô hình SWP250
|
Mô hình SWP320 |
Mô hình SWP430
| Mô hình SWP560 |
Mô hình SWP800 | |
| Khí nén | áp lực | 0,5-0,8Mpa | 0,5-0,8Mpa | 0,5-0,8Mpa | 0,5-0,8Mpa | 0,5-0,8Mpa | 0,5-0,8Mpa |
| áp lực | Tiêu thụ khí
| 0.36M3 / phút | 0,65M3 / phút | 1.26M3 / phút | 2.7M3 / phút | 3.6M3 / phút | 4.5M3 / phút |
| Khả năng vận chuyển | 0,1-0,5T / giờ | 0,3-0,8T / giờ | 0.5-1.2T / giờ | 1.3-3.5T / giờ | 2.5-6.0T / giờ | 5.0-10.0T / giờ | |
| Bộ lọc | Phần tử lọc nhập khẩu Ti07 Đức,Phần tử lọc PTFE,Phần tử lọc thiêu kết Ti | ||||||
| Khu vực lọc |
0,33m2 |
0,33m2 | 0,99m2 |
2m2 |
2.3m2 | 3.3m2 | |
| Miệng hút | DN38 |
DN50 |
DN75 | DN100 |
DN100 | DN150 | |
| Đường kính xả | φ150 | φ150 | φ200 | φ200 | φ250 |
φ300 | |
| Khối lượng thùng chân không | 7L | Lớp 18L | Số 35L | Lớp 56L |
96L | 250L | |

Băng tải bộtCài đặt, quy trình làm việc và bảo trì chi tiết
I. Quy trình cài đặt và lưu ý
Chuẩn bị nền tảng và đánh dấu
Cần phải hoàn thành các công trình dân dụng như tháp chuyển tải, silo trước khi lắp đặt và kiểm tra vị trí của bu lông neo, tấm thép chôn sẵn có phù hợp với yêu cầu thiết kế hay không.
Đường trung tâm của thiết bị được xác định để đảm bảo vị trí lắp đặt của giá đỡ (giá đỡ đầu, giá đỡ giữa, giá đỡ đuôi) chính xác và tránh chạy lệch băng tải tiếp theo.
Bước lắp ráp thiết bị
Rack Mount: lắp đặt khung đầu, khung giữa, khung đuôi theo thứ tự, đảm bảo mức độ ngang và thẳng đứng.
Lắp đặt con lăn và con lăn: Cài đặt con lăn làm biếng thấp hơn và con lăn thay đổi, đặt băng tải trên con lăn làm biếng thấp hơn, sau đó lắp đặt con lăn làm biếng trên.
Cài đặt thiết bị truyền động: lắp đặt trống truyền động, thiết bị truyền động (động cơ, giảm tốc), chú ý đến trục động cơ điện và trục giảm tốc đồng tâm, khớp nối chuyển hướng tâm ≤0,5mm.
Kết nối băng tải: sử dụng phương pháp lưu hóa hoặc phương pháp khớp nối cơ học để kết nối băng tải, áp suất được kiểm soát trong 5-10Kg/cm² khi lưu hóa, nhiệt độ khoảng 140 ℃, thời gian giữ nhiệt được tính theo công thức (chẳng hạn như 16+(số lớp -3) × 2 phút).
Lắp đặt thành phần phụ trợ: lắp đặt thiết bị kéo, máy quét, rãnh dẫn hướng, vỏ bọc, v.v., đảm bảo máy quét tiếp xúc chặt chẽ với băng tải và rãnh dẫn hướng được niêm phong tốt.
Cài đặt Debugging Point
Vận hành thử nghiệm không tải và tải: Thiết bị mới cần 2 giờ vận hành không tải và 8 giờ vận hành tải, kiểm tra hướng quay trống, tín hiệu điện, khoảng cách lùi phanh, v.v.
Điều chỉnh độ lệch: Nếu băng tải bị lệch, điều chỉnh phần đuôi theo hướng trống hoặc thiết bị kéo xoắn ốc; Chạy lệch cục bộ có thể được tự động sửa chữa bằng con lăn tự điều chỉnh.
Bảo vệ an toàn: Khi thiết lập đường dành cho người đi bộ phía sau trống đuôi máy, cần lắp lan can hoặc bảo vệ; Một mái che được đặt bên dưới khối búa nặng của thiết bị kéo thẳng đứng.
II. Quy trình và nguyên tắc làm việc
Băng tải cơ khí
Băng tải trục vít: Động cơ thúc đẩy trục xoắn ốc quay, lưỡi xoắn ốc thúc đẩy vật liệu di chuyển trong khe chữ U hoặc ống tròn, thích hợp cho vận chuyển ngang hoặc nghiêng.
Thang máy thùng: Động cơ đẩy phễu theo chuyển động tuần hoàn bằng xích hoặc băng, phễu được nâng lên cao sau khi múc vật liệu, thích hợp cho việc vận chuyển dọc.
Băng tải đai: Động cơ điều khiển trống quay, kéo băng tải chạy, vật liệu di chuyển cùng với băng tải đến đích, thích hợp cho vận chuyển ngang hoặc nghiêng khoảng cách dài.
Băng tải khí
Loại hút áp suất âm: Bơm chân không làm cho áp suất âm hình thành bên trong đường ống. Vật liệu được hút vào đường ống và vận chuyển đến bộ tách với luồng không khí. Không khí tinh khiết được xả qua bộ thu bụi.
Loại áp suất dương: Máy nén khí đưa khí nén vào đường ống, vật liệu được đẩy vào đường ống dưới tác động của áp suất dương, tách ra khỏi luồng không khí sau khi vận chuyển đến bộ tách.
Loại hỗn hợp: kết hợp hút áp suất âm và áp suất dương, phù hợp với nhu cầu vận chuyển phức tạp (chẳng hạn như vận chuyển đường dài, vị trí cao).
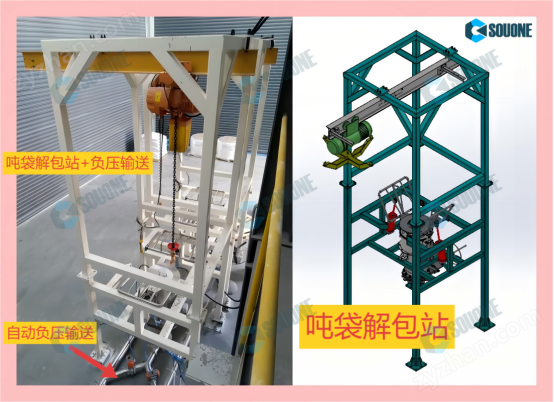
Hệ thống phân phối bột chân không
Quạt hút không khí từ bể chứa bột để tạo ra áp suất âm bên trong và bột được hút vào bể thông qua ống hút bột.
Bộ lọc ngăn bụi thoát ra, bể chứa áp suất giải phóng không khí xung sau khi vật liệu hấp thụ kết thúc, thổi ngược bộ lọc để duy trì khu vực lọc.
Quá trình thả vật liệu liên tục hoặc liên tục được điều khiển tự động bởi PLC, thích hợp cho việc cho ăn tự động của máy đóng gói, máy ép phun và các thiết bị khác.
III. Tư vấn bảo trì và bảo dưỡng
Bảo trì hàng ngày
Chăm sóc vệ sinh: Thường xuyên làm sạch băng tải, trống, con lăn vận chuyển và các bộ phận khác để ngăn chặn sự tích tụ vật liệu dẫn đến trượt hoặc mòn.
Chăm sóc bôi trơn: Kiểm tra hệ thống bôi trơn, thay thế hoặc đổ đầy dầu bôi trơn thường xuyên (chẳng hạn như giảm tốc, khớp nối, ổ đỡ, v.v.) để tránh sự cố do bôi trơn kém.
Kiểm tra các bộ phận: kiểm tra băng tải, ròng rọc, chuỗi truyền động, vòng bi và các bộ phận dễ bị mòn khác, kịp thời thay thế các bộ phận bị mòn; Kiểm tra xem hệ thống điện, cảm biến, đồng hồ đo có hoạt động không.
Bảo trì thường xuyên
Bảo trì hệ thống loại bỏ bụi túi: thiết bị kiểm tra lưu động hàng ngày, buộc chặt các kết nối, kiểm tra cơ chế làm sạch tro, lọc túi lọc bụi; Đổ dầu hàng tuần vào các bộ phận chuyển động, làm sạch các phần tử lọc của hệ thống khí nén; Kiểm tra độ căng túi lọc hàng tháng và điều chỉnh.
Điều chỉnh băng tải: định kỳ điều chỉnh độ căng băng tải để ngăn ngừa quá lỏng lẻo hoặc quá chặt; Kiểm tra tình trạng hành động của các thiết bị truyền động (ví dụ: xi lanh, xi lanh điện) và các phụ kiện nguồn không khí.
Xử lý sự cố: kịp thời phát hiện và giải quyết sự cố thiết bị (chẳng hạn như van điện từ không phun và thổi, xả tro không trơn tru, v.v.) để đảm bảo hoạt động ổn định của thiết bị.
Thông số kỹ thuật hoạt động an toàn
An toàn vận hành: tránh làm sạch hoặc thay thế các bộ phận trong quá trình vận hành băng tải, ngăn chặn nhân viên bị cuốn vào; Khi có đường dành cho người đi bộ phía sau trống đuôi máy bay, hãy lắp đặt thiết bị bảo vệ.
An toàn môi trường: Khi thiết bị ngừng hoạt động, thay thế khí bên trong bằng không khí, xác nhận an toàn trước khi bảo trì; Thiết lập giám sát nhiệt độ khói và thiết bị khóa liên động trước bộ thu bụi để ngăn chặn túi lọc bị cháy.
Ghi chép và giao nhận: Xây dựng kỷ lục sử dụng sửa chữa, làm tốt giao nhận giữa các ca; Mỗi thiết bị nên có một hồ sơ sửa chữa để dễ dàng theo dõi các vấn đề.
Sản phẩm tương tự Khuyến nghị