-
Thông tin E-mail
shouwang6368@126.com
-
Điện thoại
18051034886
-
Địa chỉ
Số 19 đường Sơn Đông, Đoàn Khu phát triển kinh tế Lishui, Nam Kinh
Danh mục sản phẩm
Nam Kinh Shouwang Máy móc và Thiết bị Công ty TNHH


Nhà máy cho ăn rắn Autoclave phản ứng
Có thể đàm phánCập nhật vào01/05
- Mô hình
- Thiên nhiên của nhà sản xuất
- Nhà sản xuất
- Danh mục sản phẩm
- Nơi xuất xứ
Tổng quan
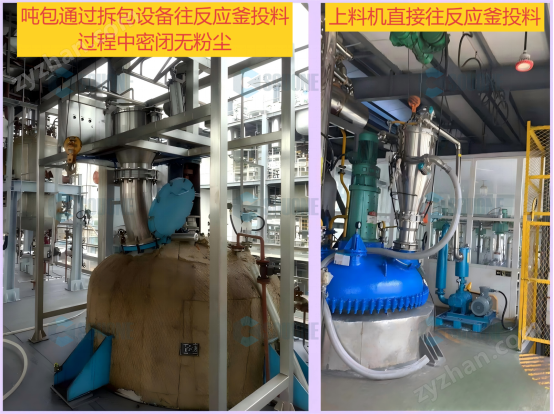
Thiết bị cho ăn rắn nồi hấp phản ứng là thiết bị quan trọng trong quy trình sản xuất của các ngành công nghiệp hóa chất, dược phẩm và thực phẩm. Mục tiêu cốt lõi của nó là giải quyết ô nhiễm bụi, lỗi đo lường lớn và hiệu quả thấp của vật liệu nhân tạo truyền thống thông qua thiết kế kín hoàn toàn. Thiết bị này có thể phù hợp với nhiều dạng vật liệu như túi tấn, túi nhỏ và bột số lượng lớn, để đạt được vận chuyển không bụi và đổ chính xác từ lưu trữ đến nồi phản ứng, đảm bảo môi trường sản xuất sạch sẽ và chất lượng sản phẩm ổn định.
Chi tiết sản phẩm
Nhà máy cho ăn rắn Autoclave phản ứngNó là thiết bị quan trọng trong quy trình sản xuất của các ngành công nghiệp hóa chất, dược phẩm và thực phẩm. Mục tiêu cốt lõi của nó là giải quyết ô nhiễm bụi, lỗi đo lường lớn và hiệu quả thấp của vật liệu nhân tạo truyền thống thông qua thiết kế kín hoàn toàn. Thiết bị này có thể phù hợp với nhiều dạng vật liệu như túi tấn, túi nhỏ và bột số lượng lớn, để đạt được vận chuyển không bụi và đổ chính xác từ lưu trữ đến nồi phản ứng, đảm bảo môi trường sản xuất sạch sẽ và chất lượng sản phẩm ổn định.
Thành phần của nhà máy cho ăn rắn nồi phản ứng:
Đơn vị cho ăn
Máy hút chân không: Sử dụng bơm chân không rễ để tạo ra áp suất âm, hút bột từ bể chứa vào thùng chứa để tách khí và rắn bằng máy tách lốc xoáy và vật liệu rơi vào thùng chứa.
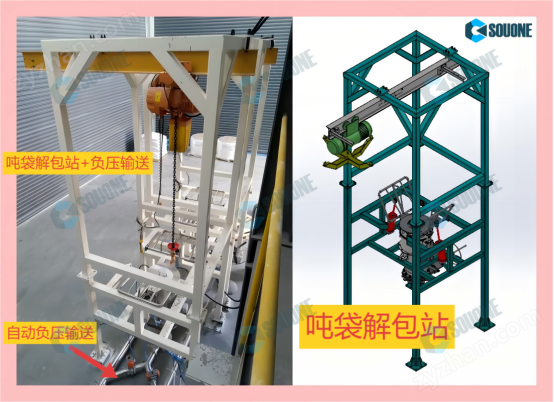
Ton Bag Unloaded Charter: Trực tiếp đóng túi tấn hoặc túi đóng gói, tự động tháo túi và vận chuyển vật liệu, tránh ô nhiễm bụi của túi Unloaded thủ công.
Băng tải trục vít: Thích hợp cho khoảng cách ngắn, vận chuyển vật liệu khối lượng nhỏ, để đạt được lực đẩy ổn định của vật liệu bằng cách xoay xoắn ốc.
Đơn vị đo lường
Thiết bị đo không trọng lượng: Theo dõi sự thay đổi trọng lượng vật liệu trong thời gian thực thông qua cảm biến chính xác cao, độ chính xác đo có thể đạt ± 0,3% -0,5%, hỗ trợ quản lý bên phân phối đa nhóm, chuyển đổi nhiệm vụ sản xuất chỉ với một cú nhấp chuột.
Cân Bin: Được trang bị cảm biến có độ chính xác cao để đo chính xác mỗi lần nạp, đảm bảo tính nhất quán về chất lượng sản phẩm.
Đơn vị cho ăn
Khay nạp xoắn ốc: Vật liệu đo lường được đưa vào nồi phản ứng chính xác bằng cách quay xoắn ốc, thích hợp cho nồi phản ứng kín.
Vận chuyển khí nén: Sử dụng khí nén để vận chuyển vật liệu đến nồi phản ứng, thích hợp cho nồi phản ứng mở hoặc vận chuyển đường dài.
Đơn vị loại bỏ bụi
Bộ thu bụi túi xung: thu thập bụi thoát ra trong thời gian thực trong quá trình cho ăn, đo lường và cho ăn, đảm bảo chất lượng không khí trong xưởng phù hợp với yêu cầu vệ sinh và tỷ lệ rò rỉ bụi dưới 0,1%.
Hệ thống điều khiển
Điều khiển thông minh PLC: Là "bộ não" của toàn bộ thiết bị, hệ thống PLC nhận tín hiệu cảm biến, tự động điều chỉnh trạng thái thiết bị theo chương trình cài đặt trước để đạt được điều khiển tự động hóa toàn bộ quy trình.
Giám sát và báo động từ xa: Hỗ trợ kết nối với hệ thống MES, theo dõi lượng thức ăn, trạng thái thiết bị trong thời gian thực và có thể vận hành từ xa hoặc nhận báo động lỗi.

Nhà máy cho ăn rắn Autoclave phản ứngQuá trình sử dụng:
Chuẩn bị trước khi sử dụng: nền tảng để đảm bảo an toàn và hiệu quả
Kiểm tra và gỡ lỗi thiết bị
Kiểm tra cấu trúc cơ khí: xác nhận rằng băng tải trục vít, máy rung, van khí nén và các bộ phận khác không bị lỏng lẻo hoặc mài mòn, kiểm tra độ sắc bén của lưỡi dao để tháo túi tấn và điều lệ, tránh dư lượng vật liệu khi tháo gói.
Kiểm tra hệ thống điện: Bắt đầu chương trình tự kiểm tra bằng bảng điều khiển PLC để xác minh phản hồi tín hiệu của các tế bào (cân, áp suất, lưu lượng), động cơ, bộ thu bụi và các thiết bị khác là bình thường.
Xác minh tính kín: Đóng tất cả các cổng nạp, bắt đầu bơm chân không để hút chân không đến áp suất thiết lập, quan sát đồng hồ đo áp suất ổn định và đảm bảo hệ thống không bị rò rỉ (tỷ lệ rò rỉ nên<0,5%).
Vật liệu phù hợp với thông số
Đặc tính vật liệu được xác nhận: điều chỉnh các thông số của thiết bị theo tính lưu động của bột, tính hút ẩm, phân phối kích thước hạt và các đặc tính khác.
Dễ dàng hút ẩm: Mở mô-đun hút ẩm trước, kiểm soát độ ẩm môi trường ở ≤40%.
Thiết lập tham số quá trình: nhập khối lượng đầu vào, tốc độ, thời gian và các thông số khác trong hệ thống PLC, và đặt thứ tự và khoảng thời gian giữa nhiều thành phần đầu vào (chẳng hạn như đầu vào chất xúc tác sau khi đầu vào vật liệu chính).
Biện pháp bảo vệ an toàn
Bảo vệ cá nhân: Người vận hành cần đeo mặt nạ chống bụi, kính bảo hộ, găng tay chống tĩnh điện và mặc quần áo chống tĩnh điện khi liên quan đến vật liệu dễ cháy và nổ.
Cách ly môi trường: Thiết lập rào cản hoặc vỏ cách ly áp suất âm trong khu vực cho ăn để ngăn bụi lan sang các bộ phận khác.
Chuẩn bị khẩn cấp: Kiểm tra xem bình chữa cháy, nút dừng khẩn cấp, hệ thống thông gió chống cháy nổ có sẵn hay không.
Quy trình vận hành cho ăn:
Vật liệu cho ăn
Vật liệu cho túi tấn:
Nâng túi tấn lên giá đỡ máy bay điều lệ, cố định miệng túi và khởi động thiết bị cắt tự động.
Vật liệu rơi vào thùng trung gian thông qua trọng lực, trong khi bộ thu bụi được kích hoạt để thu thập bụi thoát ra trong quá trình tháo dỡ.
Khi thùng chứa đầy, đóng van nạp và chuẩn bị đo.
Vật liệu cho túi nhỏ:
Nhân công đổ vật liệu túi nhỏ vào xô đệm của máy hút chân không, bắt đầu bơm chân không hút vật liệu vào thùng tách.
Cyclone tách thực hiện tách khí rắn, chất rắn rơi vào thùng đo và khí được thải ra sau khi lọc bằng bộ lọc bụi.
Đo lường chính xác
Đo không trọng lượng:
Trọng lượng ban đầu của thùng đo bằng không, khởi động băng tải trục vít để xả vật liệu với tốc độ đặt trước.
Các tế bào tải theo dõi sự thay đổi trọng lượng trong thời gian thực, PLC tự động điều chỉnh tốc độ xoắn ốc theo tốc độ mất trọng lượng, đảm bảo độ lệch giữa khối lượng thức ăn thực tế và giá trị cài đặt ≤0,5%.
Khi tiếp cận giá trị mục tiêu, xoắn ốc giảm tốc độ xuống chế độ tốc độ thấp để đạt được "hạ cánh mềm" và tránh vượt quá.
Đo khối lượng (chờ):
Trong trường hợp tế bào tải bị hỏng, nó có thể được đo gián tiếp bằng số vòng quay xoắn ốc hoặc thời gian, nhưng độ chính xác thấp (± 2% -3%), chỉ phù hợp với các tình huống yêu cầu tỷ lệ phù hợp không nghiêm ngặt.
Vật liệu cho ăn không bụi
Vật liệu cho ăn kín:
Sau khi đo lường hoàn thành, mở van niêm phong khí nén của cửa xả nồi phản ứng và khởi động băng tải trục vít để đẩy vật liệu vào nồi hấp.
Trong quá trình cho ăn, máy khuấy nồi phản ứng chạy ở tốc độ thấp (50-100 vòng/phút) để ngăn chặn vật liệu đóng cục.
Khí phụ trợ cho ăn:
Đối với các vật liệu có tính lưu động cực kỳ kém (chẳng hạn như bột siêu mịn), vật liệu có thể được thổi từ thùng đo vào nồi phản ứng bằng khí nén, đồng thời bật quạt tuần hoàn trong nồi hấp để tránh lắng đọng vật liệu.
Giám sát và điều chỉnh quy trình
Phản hồi dữ liệu thời gian thực:
Màn hình PLC hiển thị các thông số như lượng thức ăn hiện tại, số lượng còn lại, tốc độ thức ăn, trạng thái thiết bị (chẳng hạn như chạy xoắn ốc, làm việc của bộ thu bụi).
Xử lý ngoại lệ:
Chặn: Tắt máy ngay lập tức, khởi động thiết bị thổi ngược (xung khí nén) để làm sạch băng tải trục vít hoặc khơi thông ống nhân tạo.
Quá mức/Nợ: Hệ thống tự động báo động, người vận hành cần kiểm tra lại cài đặt tham số hoặc kiểm tra xem cảm biến có bị lỗi hay không.
Lỗi bộ thu bụi: Khẩn cấp chuyển sang bộ thu bụi dự phòng, đồng thời ngừng hoạt động để bảo trì và ngăn chặn rò rỉ bụi.
Làm sạch và bảo trì sau khi cho ăn:
Làm sạch vật liệu dư
CIP làm sạch trực tuyến:
Đóng tất cả các van vật liệu và bơm chất lỏng làm sạch (như nước hoặc dung môi) vào các thùng đo và băng tải trục vít.
Bắt đầu xoay xoắn ốc tốc độ thấp, phối hợp với súng phun nước áp suất cao để rửa tường bên trong, chất lỏng làm sạch được thải ra qua cổng xả dưới cùng.
Sau khi rửa xong, thổi khô bên trong thiết bị bằng khí nén để ngăn chặn độ ẩm còn lại gây ra sự tích tụ vật liệu.
Làm sạch thủ công:
Đối với các khu vực góc chết (chẳng hạn như gốc trục xoắn ốc, bề mặt niêm phong van), cần phải tháo rời các bộ phận để lau thủ công, đảm bảo không có dư lượng.
Bảo trì thành phần chính
Băng tải trục vít: kiểm tra độ mòn của lưỡi xoắn ốc hàng tháng, thay thế lưỡi bị mòn hơn 30%; Đổ đầy mỡ vào ổ đỡ mỗi quý.
Bộ thu bụi: làm sạch bụi bề mặt túi lọc mỗi tuần, thay thế túi lọc bị hỏng mỗi 3 tháng; Kiểm tra hành động của van xung để đảm bảo hiệu ứng thổi ngược.
Load cell: Hiệu chuẩn với trọng lượng tiêu chuẩn mỗi năm một lần để tránh trôi dạt đo lường.
Ghi dữ liệu và tối ưu hóa
Ghi lại số lượng vật liệu cho ăn, thời gian, thông tin lỗi thiết bị cho mỗi lô, phân tích nguyên nhân dao động hiệu suất vật liệu (chẳng hạn như sự thay đổi độ ẩm vật liệu dẫn đến tăng tần suất tắc nghẽn xoắn ốc).
Tối ưu hóa các thông số dựa trên dữ liệu lịch sử (chẳng hạn như tăng tốc độ cho ăn vào mùa hè để bù đắp cho sự suy giảm thanh khoản do tăng cường hấp thụ độ ẩm của vật liệu).
Sản phẩm tương tự Khuyến nghị